锌合金压铸件
压铸模具
CNC加工件
模流动画
压铸件表面处理
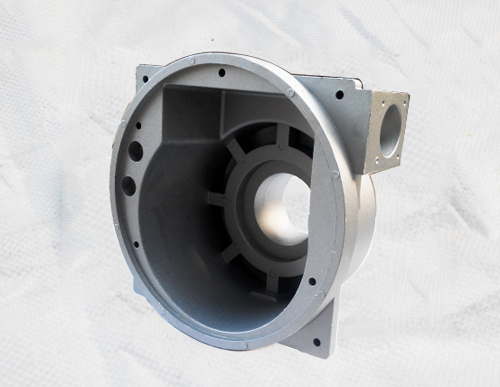
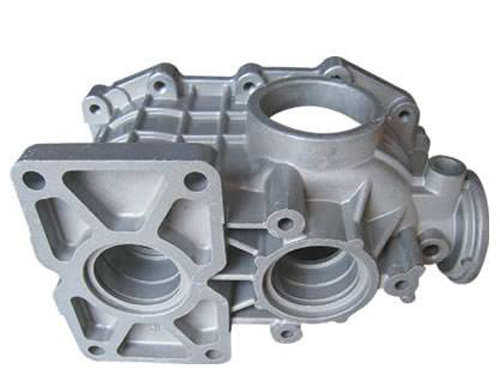
小松阀盖/挖机配件
LED灯系列
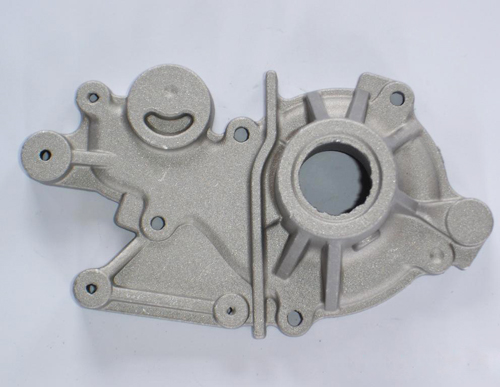
减速箱/端盖系列
汽车压铸件
器材
通信器材
机箱前框系列
监控支架
农机配件
工艺品铝件
电机电力配件
除尘配件
消防器材
油抽
铝铸件系列

详细介绍:
 |  |
 |  |
 |  |
 |  |
如何解决汽车压铸件平面粗糙度问题
汽车压铸件表面粗糙问题,经过机械加工后的机床床身铸件,涂漆前用金属清洗剂或洁净的工业汽油进行淋洗或刷洗,表面的油污和其他污物。汽车压铸件的底漆刷涂或喷、浸要均匀,底漆在使用前充分搅拌均匀,稀释至适当的年度再进行涂抹。汽车压铸件和尺寸稳定性,直接影响机床的精度保持寿命。
汽车压铸件质量要求主要包括外观质量、内在质量和使用质量。外观质量指铸件表面粗糙度、表面缺陷、尺寸偏差、形状偏差、重量偏差;内在质量主要指铸件的化学成分、物理性能、机械性能、金相组织以及存在于铸件内部的孔洞、裂纹、夹杂、偏析等情况;使用质量指铸件在不同条件下的工作能力,包括、、耐激冷激热、疲劳、吸震等性能以及被切削性、可焊性等工艺性能。
在 后一到腻子打磨清理干净后,需要喷涂 道底漆,这样可以提高漆膜的平整度,提高漆膜的光泽。每次打磨后均需要表面的磨浆和粉尘。冷隔在汽车铸件上有一种未融合的缝隙或洼坑,其交界边缘是圆滑的。提高浇注温度和浇注速度。浇注系统。浇注时不断流。适当降低金属的浇注温度。减少砂粒间隙。适当降低金属的浇注温度。提高型砂、芯砂的耐火度。
压铸件常见问题及解决方法有哪些?
铸件表面有花纹,并有金属流痕迹。产生原因:
1、通往铸件处流道太浅.
2、压射比压太大,致使金属流速过高,引起金属液的飞溅.
调整方法:
1、加深浇口流道.
2、减少压射比压.
汽车压铸件表面有气孔 ,产生原因:
1、润滑剂太多。
2、排气孔被堵死,气孔排不出来。
汽车压铸件表面有气孔调整方法:
1、合理使用润滑剂。
2、增设及排气孔,使其排气通畅。